
Виды сопел для лазерной резки металла: подробный обзор

Резка металлов лазером — сложный технологический процесс, где каждая деталь важна: параметры лазера, скорость, режимы подачи газа. Но зачастую именно выбор сопла остается в тени, хотя именно от него зависит качество и стабильность реза, а также долговечность системы. Правильно подобранное сопло для лазера является залогом высокой точности, минимальных затрат и надежной работы оборудования. В этой статье мы подробно рассмотрим основные виды сопел для лазерной резки и объясним, как правильно подобрать подходящий тип в зависимости от ваших задач, чтобы обеспечить качественный рез и повысить эффективность работы.
1. Форма сопла
Геометрия сопла —не просто выбор дизайна, а важная характеристика для решения конкретных задач. Форма сопла существенно влияет на качество реза, эффективность подачи газа и удобство эксплуатации. Ниже представлены основные типы форм и их особенности.
Конусные сопла
Описание:
Сужающаяся форма, конус, расширяющийся к основанию. Самая распространенная форма сопел в лазерной резке.
Назначение:
Форма конуса является универсальной для широкого круга задач благодаря оптимизированной подаче газового потока. Конусные сопла эффективны для резки как тонких, так и толстых металлов, направляя вспомогательный газ максимально точно в зону реза. Подходят для резки с высоким давлением (азот) цветных металлов и нержавеющей стали (одинарные), а также для кислородной резки черных металлов (двойные). Обеспечивают высокую скорость и минимальное окисление краев материала.
Цилиндрические сопла
Описание:
Классическая форма с прямыми стенками и отверстием в центре, без сужения.
Назначение:
Обеспечивает стабильный ламинарный поток вспомогательного газа прямого направления в процессах, где не требуется высокое давление газа. Применяются в оптоволоконных (fiber) лазерах для резки с помощью инертных газов (азот) нержавеющей стали, латуни, алюминия и тонкой черной стали. Подходят для резки тонких металлов (менее 3 мм) с высоким качеством кромки, а также для металлов средней толщины. Цилиндрические сопла поддерживают стабильное емкостное расстояние до поверхности листа. Чаще всего являются однослойными, используются гораздо реже, чем конусные.
Шестигранные сопла
Описание:
Геометрическая форма с шестью гранями
Назначение:
Редко используется в стандартной резке, больше – в специальных технологических задачах. Шестигранные сопла разработаны для лазерных головок с системой автоматической замены сопла. Благодаря своей геометрии обеспечивают точную соосность лазерного луча и струи вспомогательного газа. Применяются для резки нержавеющей стали, алюминия, латуни, цинка и тонкой углеродистой стали. Однослойные используются для резки с азотом, двуслойные – для кислородной резки.
Сопла "сомбреро"
Описание:
Усовершенствованная форма, напоминающая «шляпу сомбреро» - с увеличенной высотой конусной части и небольшими углами наклона боковых граней.
Назначение:
Используется для высокоскоростной резки тонких материалов (менее 3 мм) и сложных контуров в оптоволоконных лазерных станках, обеспечивая стабильность процесса и чистоту кромки. Геометрия обеспечивает повышенную защиту от налипаний шлака, снижение риска повреждений и увеличенный срок службы. Чаще всего используется с азотом (двойные сопла).
Усечённый конус (бустер)
Описание:
Иногда его называют "бустерное" сопло — с укороченной, усеченной формой, похожей на конус с коротким расширением.
Назначение:
Используется для увеличения мощности лазера, стабилизации потока газа при высокоскоростной резке толстых листов металла (более 10 мм), а также для точного позиционирования газового потока. Часто являются двойными (двуслойными). Аэродинамическая форма минимизирует турбулентность газа, обеспечивая ламинарный поток. Применение бустерных сопел увеличивает скорость резки на 10-30%.
В лазерной резке для различных задач используются сопла других форм. Пятиугольные сопла используются в лазерах высокой мощности для резки нержавеющей стали азотом, формируя защитную газовую завесу и обеспечивая чистый рез без окисления кромки. Сопло, по форме напоминающее карандаш (pencil) применяются в волоконных лазерах для специфических задач (использование для труднодоступных мест, углов и узких пространств, где минимальное расстояние между деталями).
2. Диаметр выходного отверстия
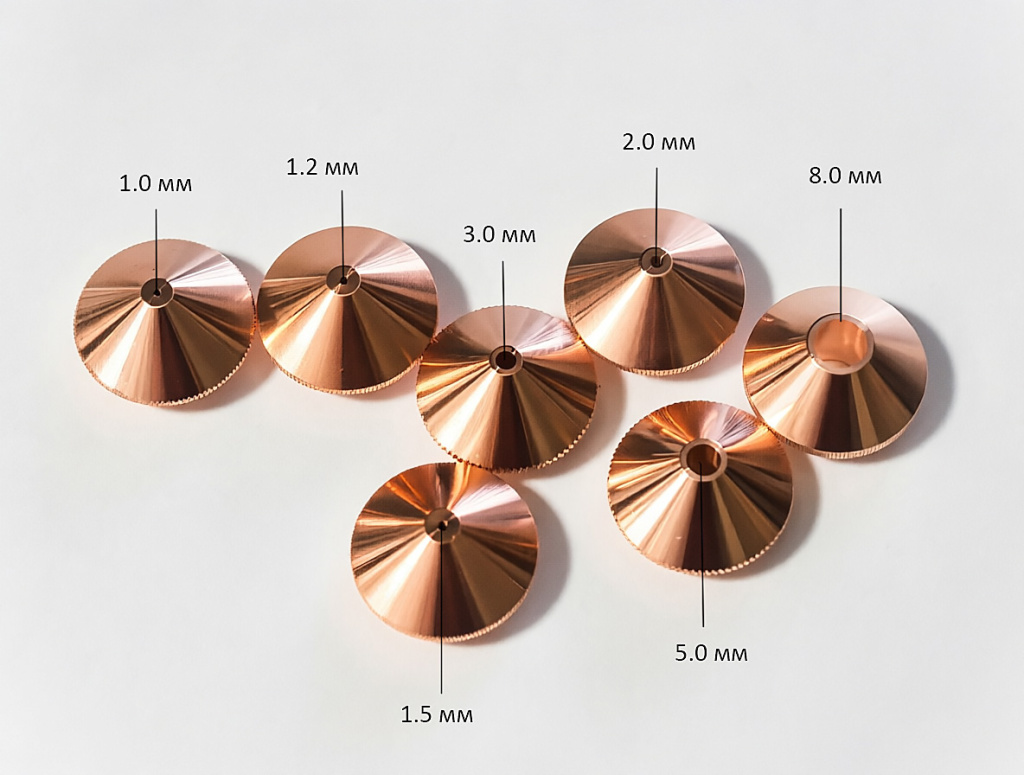
Диаметры отверстия сопла варьируются от 0,8 мм до 10 мм, что напрямую влияет на скорость резки, давление газа, расход вещества и другие параметры:
| Диаметр сопла | Назначение | Особенности |
|---|---|---|
| 0,8–1,2 мм | Резка тонких металлов, микрообработка | Высокая скорость, узкий рез, небольшой расход газа |
| 1,5–3 мм | Резка металлов средней толщины (до 6 мм) | Универсальное решение, баланс между сфокусированным потоком газа и достаточным объемом для удаления расплава |
| 4–10 мм | Резка толстых металлов (от 10 мм и выше) | Высокая производительность, увеличение потока газа для предотвращения образования грата и стабилизации реза |
Неправильно подобранный диаметр отверстия сопла может привести низкому качеству реза, образованию грата, а также перерасходу газа.
3. Материал изготовления
Медь: Сопла для лазерной резки изготавливаются из меди. Этот материал сочетает высокую теплопроводность, устойчивость к брызгам расплавленного металла и невысокую стоимость. Медные сопла имеют меньшую износостойкость, чем сопла с покрытием, быстрее окисляются, поэтому часто требуют очистки либо замены (каждые 10-60 дней). Медные сопла эффективны для большинства стандартных задач и являются экономически выгодным расходным материалом для производства.
Медь с хромированным покрытием: Сопла с покрытием обладают повышенной стойкостью к износу и окислению, защитой от брызг расплавленного металла, а также увеличенным сроком службы по сравнению с медными. Используются для работы с высокими мощностями или постоянной интенсивной резки. Сопла с покрытием являются более дорогостоящим вариантом для производства.
4. Типы сопел по конструкции и назначению
Одинарные и двойные сопла
- Одинарные (однослойные) сопла: Насадки с одним сквозным отверстием, через которое осуществляется подача режущего газа под высоким давлением (азот, аргон). Используются для резки нержавеющей стали, цветных металлов, тонких листов металла, обеспечивая высокую скорость реза и аккуратную кромку. Из-за особенностей конструкции меньше подходят для раскроя толстых металлов, так как не способны обеспечить нужное охлаждение.
- Двойные (двуслойные) сопла: Двуслойная конструкция сопла оптимизирована для резки черных металлов (углеродистая сталь) с помощью кислорода, обеспечивая равномерное распределение газа и создавая более сильный и сфокусированный поток. Благодаря завихрению газа в два потока (первый подает кислород, а второй служит защитным экраном) обеспечивается улучшенное охлаждение и защита оптических элементов, эффективно удаляется расплав и снижается образование грата. Обычно применяются для высокоскоростной резки толстых металлических листов и в технологических процессах высокой интенсивности.
Специализированные сопла
- Высокоскоростные (High-Speed)
Предназначены для высокоскоростной резки тонких и средних металлов. Они отличаются аэродинамической формой (суженная, с параболическими стенками либо седловидная), что обеспечивает максимально быстрый поток газа. Часто с хромированным покрытием для предотвращения налипаний брызг и улучшенной защиты.
- Для высокой плотности (High-Density)
Сопла для высокоплотной (прецизионной) резки часто имеют малый диаметр отверстия (обычно 0,8–1,5 мм), что обеспечивает узконаправленную высокоскоростную струю газа и высокую точность реза тонких металлов (<3 мм). Используются преимущественно двухслойные конструкции для лучшего охлаждения и фокусировки, минимизации образования грата и повышения качества кромки.
- Для бустера (Booster)
Специальные сопла, используемые в системах с бустером (усилителем), позволяют создавать более мощный и фокусированный лазерный поток, увеличивая эффективность и качество резки.
- Для 3D-резки Эти сопла предназначены для трехмерных, сложных контуров и объемных заготовок. Имеют особую геометрию, позволяющую работать с наклоненными или перемещающимися материалами.
5. Итог: как выбрать подходящее сопло для лазерной режущей головки
Для правильного подбора сопла при лазерной резке необходимо учитывать его форму, диаметр выходного отверстия, материалы изготовления и конструктивные особенности, что зависит от конкретных технологических задач. Важным аспектом является тип обрабатываемого металла и используемый газ. Разные материалы требуют специфического режима подачи газа, а выбор сопла должен обеспечивать оптимальные условия для достижения высокого качества реза и стабильности процесса. Правильный подбор сопла в соответствии с этими параметрами способствует повышению эффективности, увеличению срока службы оборудования и обеспечению точности обработки.

