
Материалы расходные для плазменной резки к источникам PWMX®125
Модели резаков отлично сочетаются с плазменными системами PWMX 125. Повышения производительности на предприятии удается достигнуть за счет простой, но надежной схемы быстрого соединения, применяемой для смены резаков. Охлаждение рабочей зоны инструмента осуществляется естественным способом без дополнительных мероприятий и приспособлений.

Эксплуатационный период
На периодичность замены расходников оказывают влияние внешние факторы:
- медиальная длина обработки;
- толщина разрезаемой детали;
- чистота применяемого во время операции воздуха, который может иметь загрязнения от маслянистых структур, частиц влаги или иных типов инородных включений;
- оптимальный интервал между соплом и заготовкой в процессе строжки;
- применяемая высота прожига;
- выработка деталей зависит от внедренной методики (обработка с припуском на краю либо прожиг);
- интенсивность износа при длительном включении вспомогательной дуги выше, чем при эксплуатации в обычном режиме.
Во время обычных условий нагрузке подвергается крайняя часть, которая в первую очередь выходит из строя. Продлить эксплуатационный ресурс расходников позволяет даже небольшое снижение рабочей силы тока. Если же повышать номинальный ток до 125 А, то период ручной операции «на дуге» в зависимости от внешних факторов не превысит 1-3 часа.
Таблица подбора расходных деталей
| Тип расходных деталей | Тип резака | Сила тока | Защитный экран/Дефлектор | Кожух | Сопло | Завихритель | Электрод |
|---|---|---|---|---|---|---|---|
 |
 |
 |
 |
 |
|||
| Контактная резка | Руч. | 45 | 420172 | 220977 | 420158 | 220997 | 220971 |
| Контактная резка | Руч. | 65 | 420172 | 220977 | 420169 | 220997 | 220971 |
| Контактная резка | Руч. | 125 | 420000 | 220977 | 220975 | 220997 | 220971 |
| Механизированная резка | Мех. | 45 | 420168 | 220977 или 420156 3 | 420158 | 220997 | 220971 |
| Механизированная резка | Мех. | 65 | 420168 | 220977 или 420156 3 | 420169 | 220997 | 220971 |
| Механизированная резка | Мех. | 105/125 | 220976 | 220977 или 420156 3 | 220975 | 220997 | 220971 |
| F-Cut | Руч. | 45 | 420152 | 220977 или 420156 3 | 420151 | 420159 | 220971 |
| F-Cut | Мех. | 45 | 420152 | 220977 или 420156 3 | 420151 | 220997 | 220971 |
| Строжка с максимальным снятием 1 | Руч./Мех. | 30-125 | 420112 | 220977 | 420001 | 220997 | 220971 |
| Строжка с максимальным контролем 2 | Руч./Мех. | 30-125 | 420509 | 220977 | 420001 | 220997 | 220971 |
1 Предназначен для интенсивного снятия металла, получения глубоких профилей строжки и тяжелых операций оплавления металла
2 Предназначен для точного снятия металла, получения небольших профилей строжки и легких операций оплавления металла
3 Чувствительный к сопротивлению кожух
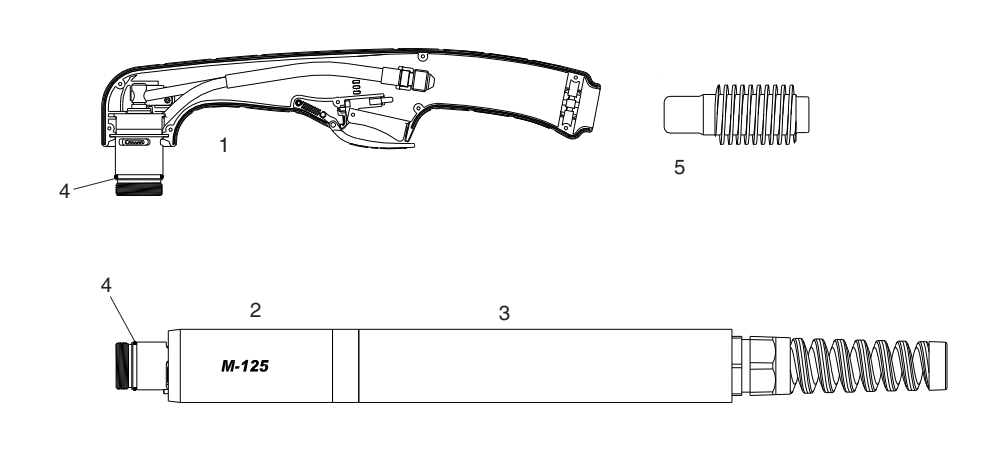
Резаки H125 M125
| № | Артикул | Описание |
|---|---|---|
|
1 |
428158 |
H-125 Hand torch Head w\handle |
|
|
|
Handle |
|
2 |
428147 |
M-125, Machine torch head |
